注塑成型时,模具温度直接影响塑胶的填充效果和塑胶制品的最终质量,同时也决定了成型周期长短,对模具使用寿命至关重要。行业内常用的冷却方法包括水冷却、空气冷却和油冷却等,其中水冷却因冷却效率高、成本低成为主流选择。
冷却通道设计核心价值
合理的冷却通道设计可使模具温度分布均匀,降低产品翘曲、缩水等缺陷率,缩短30%以上的成型周期,同时延长模具使用寿命15%-20%。
冷却通道设计基本原则
- 内模尽可能完全均匀冷却,热流道附近需要单独设置冷却水路,确保温度平衡
- 运水距离胶位至少7mm,距离螺丝、顶针边缘至少要4mm,避免结构干涉
- 运水距离模面至少要2倍水道直径或19mm,保证冷却效果的同时不影响模具强度
- 允许的冷却水直径为6mm/8mm/10mm/12mm/14mm,小于6mm需双方商定(客户指定除外)
核心设计要点与参数
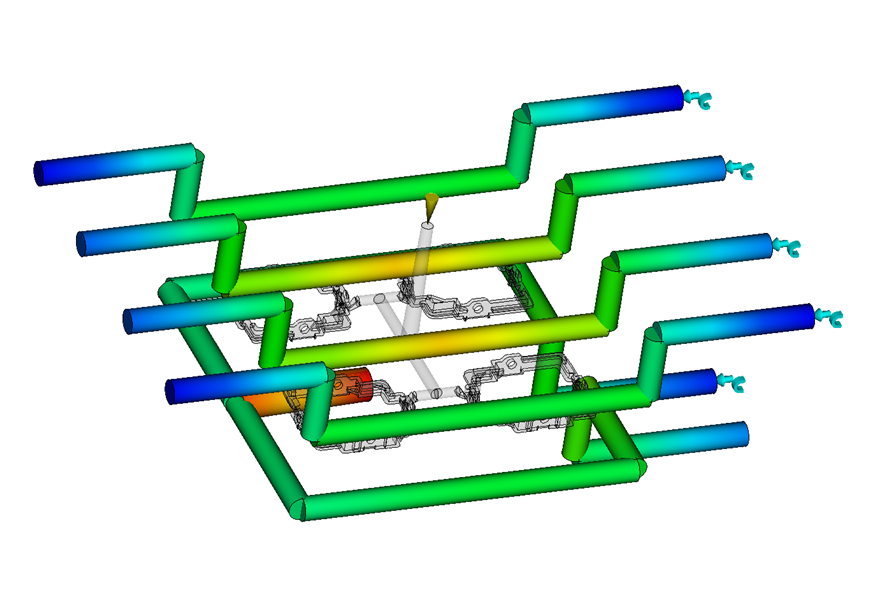
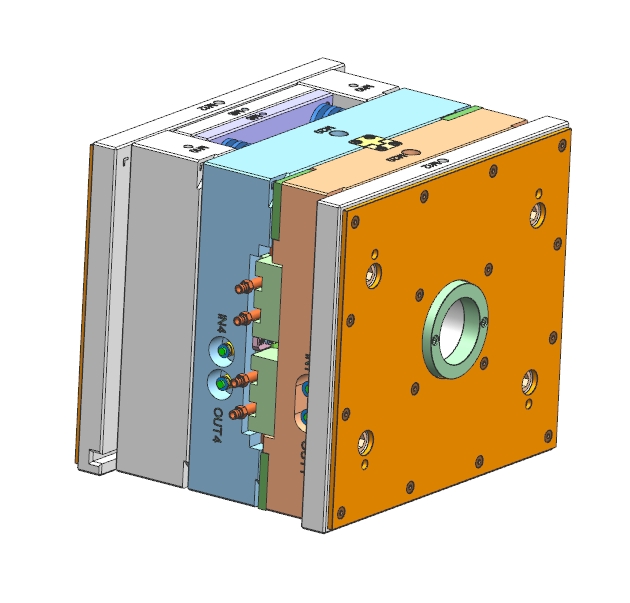
模具水路3D演示
展示冷却水路在模具内的实际排布方式,直观体现均匀冷却的设计思路。
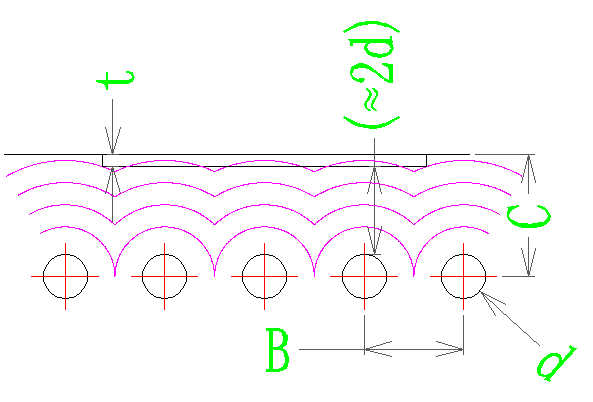
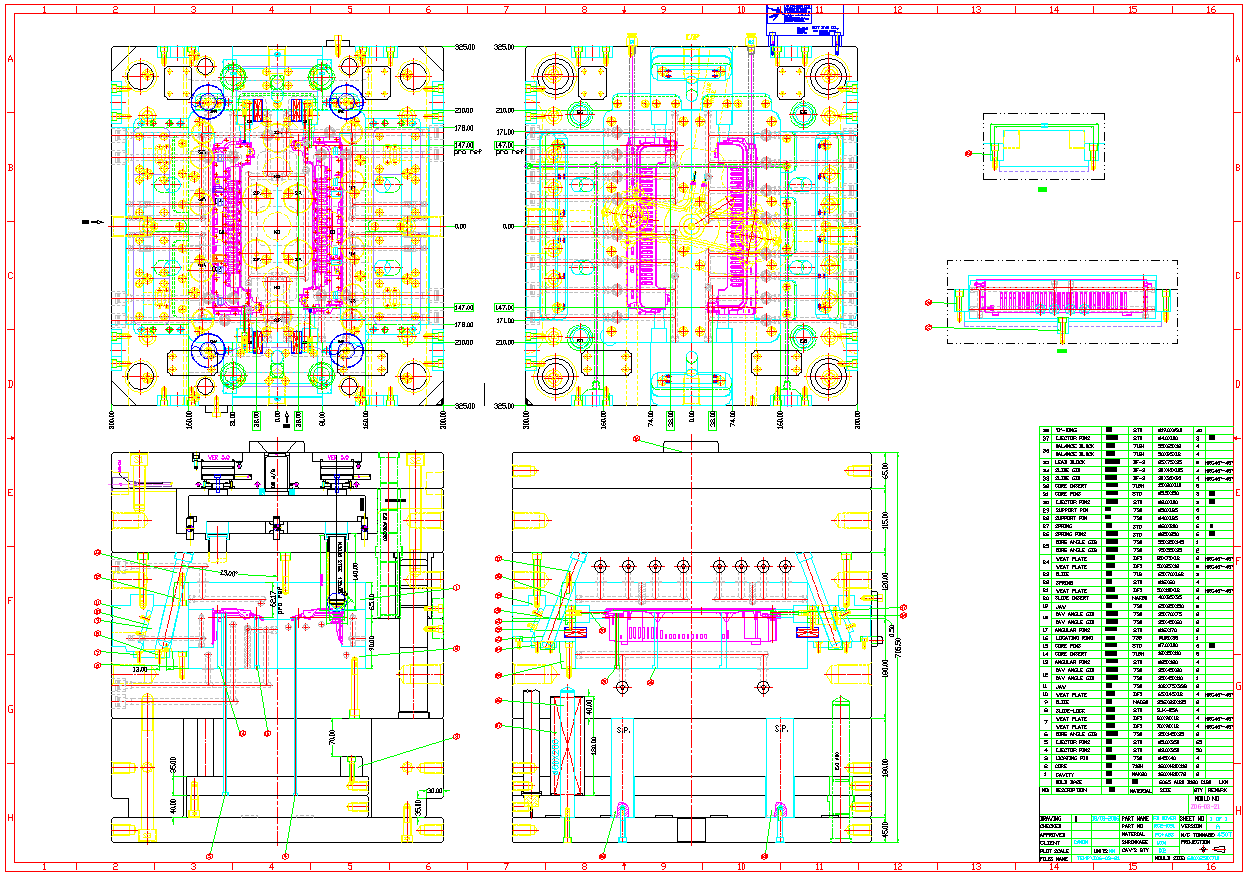
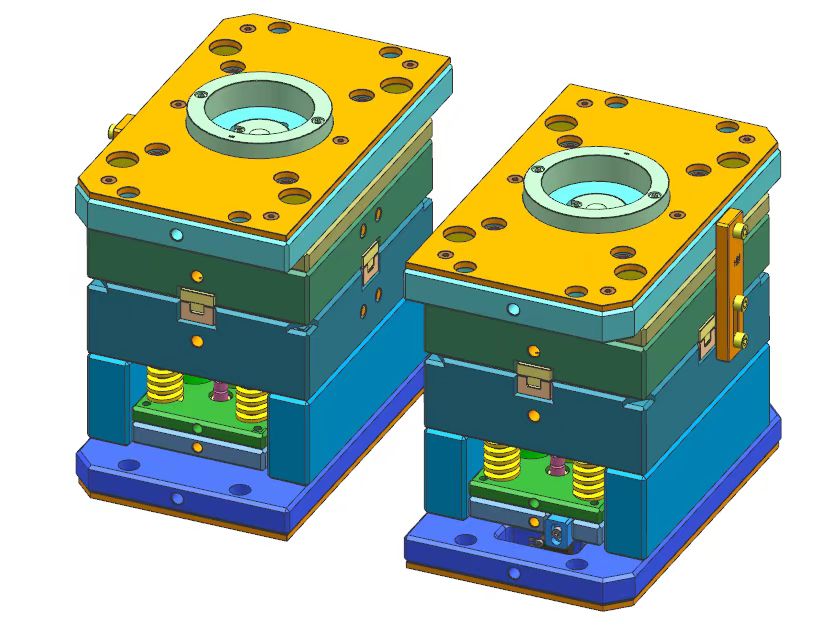
水路排布设计
标准化的水路排布示意图,明确各水路的位置、间距和走向规范。
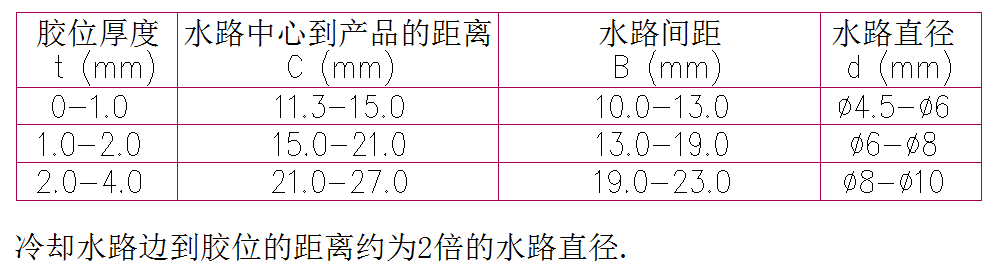
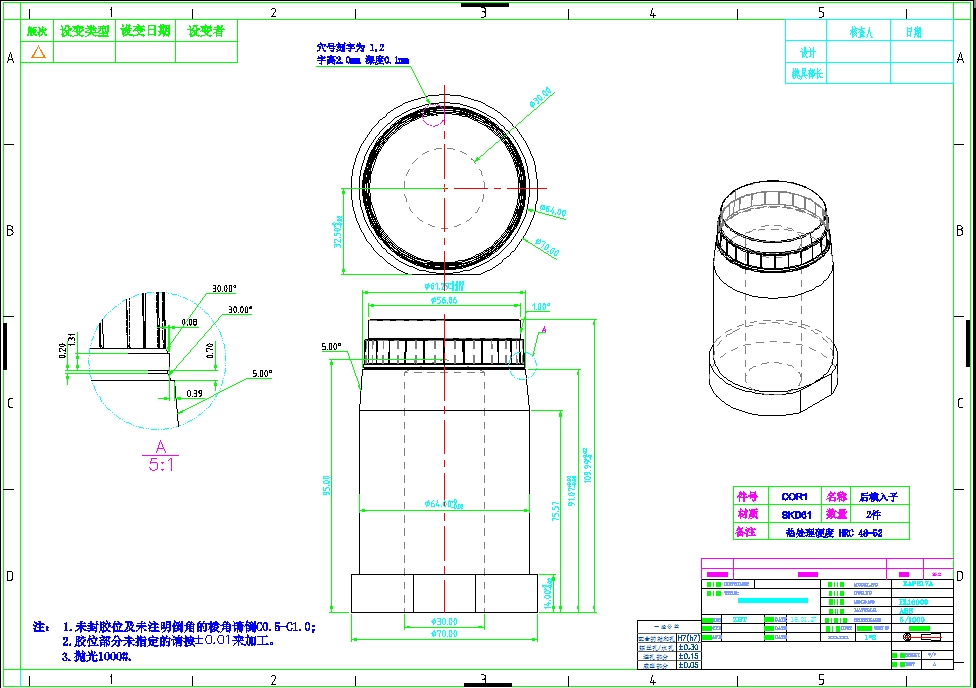
排布设计参数
详细标注水路直径、间距、深度等核心参数,为设计提供量化依据。
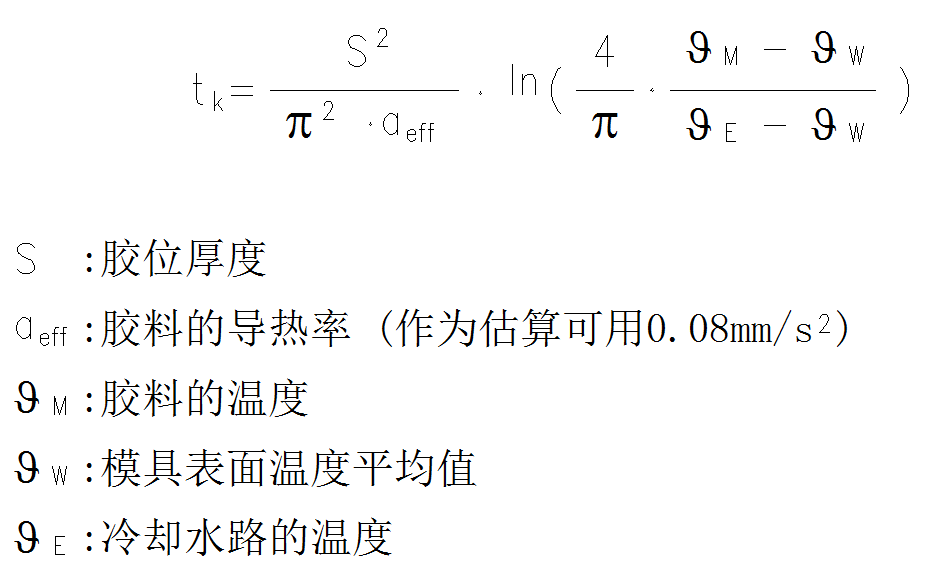
冷却时间估算
冷却时间计算公式及应用示例,可精准测算成型周期,优化生产效率。
专业说明
以上资料来源于行业标准及实践总结,由中正通模具设计工作室 - 苏州昆山专业模具设计服务整理发布,专注注塑模具冷却系统、水路设计等专业服务,确保您的模具项目冷却方案科学合理。